RBI는 Risk Based Inspection의 약자다. 위험성평가 후 그 결과를 토대로 검사계획을 수립하고 수행하는 것을 뜻한다.
Oil & Gas, Petrochemical 산업에서는 RBI가 매우 보편화되어 있지만 일반 제조나 건설에서는 생소할 것이다. 화공, 기계안전기술로써 매우 중요하게 다뤄지고 있는 RBI에 대해 정리해보자.
RBI에 대해 정리하기 전에 Inspection(검사)은 Maintenance(보전)와 궤를 함께 한다는 것을 이해해야 한다. 검사를 한 후 부적절한 상태에 있는 것을 보전해야 하고 보전을 위해서는 검사가 필수이기 때문이다. 일종의 바늘과 실이랄까.
1. 검사의 역사
| 구분 | 내용 | 특징 |
| TBI (시간기반검사) |
일정 시간이 지나면 검사 | - 소요비용, 인력 과다 - 계획과 실행에 용이 |
| CBI (상태기반검사) |
기계나 설비의 상태를 계측하여 검사 | - 초기 비용 소요 - 측정값의 분석 필요 - 불필요한 비용, 인력 감축 |
| RBI (위험기반검사) |
정량적으로 측정된 위험성에 따라 검사 | - 소요비용이나 인력 적정 수준 유지 - 위험도가 높은 장비/설비에 집중 - 정교한 위험성평가 선행되어야 함 |
산업혁명 초기, 기계의 발전으로 대량생산이 가능해지며 기계, 설비의 검사와 유지보수가 중요한 이슈가 되었다. 이에 따라, 검사계획을 수립해야 했는데 기본적으로 시간 기반으로 행해졌다고 알려져 있다. TBI(Time Based Inspection)또는 TBM(Time Based Maintenance)으로써 일정 시간이 지나면 검사하고 보전을 수행하는 것이다. 당연히 기계나 설비의 특성이 고려되지 못하고 일률적으로 관리되다 보니 시간과 인력의 낭비가 많았다.
따라서 TBI를 여전히 사용하는 곳은 제조사의 권장 검사주기, industrial standard, 혹은 과거 운영 데이터를 토대로 검사주기를 정하는 것이 중요하다.
이후 여러 탐지, 측정 설비/센서가 발전되면서 설비의 운영비용을 줄이기 위해 CBI의 개념이 대두되었다. CBI는 기계, 설비의 성능을 우선 측정하고 이상현상이 감지되었을 경우 검사를 하는 것이다. 온도, 압력, 진동, 농도 등을 측정하고 검사와 보전이 필요한 경우 수행한다.
따라서 CBI를 사용하는 곳은 key parameter를 실시간으로 측정하고 한계를 설정하여 알람이 울리도록 시스템을 구성해야 한다.
위험기반검사(RBI)는 ASME에서 최초 개발되어 API에서 발전시킨 것으로 알려져 있다. 현재 대규모 장치산업에서는 RBI가 매우 보편화되어 있으나 소규모 PSM 사업장의 경우 RBI 도입이 어려운 실정이다. RBI를 위해서는 위험성평가를 정교하게 수행해야 하고 위험성평가를 위해서는 전문가와 정확한 자료가 필요하기 때문이다. 따라서, RBI는 인력과 예산이 충분한 대규모 사업장에 적합하고 그 외의 사업장은 TBI와 CBI를 적절히 혼합하여 사용하게 된다.
RBI 관련해서 API에 requirement가 있는데 API580은 RPI의 원칙과 프로세스에 대한 내용을 중점적으로 다루고 있고 API581은 위험성평가 후 적절한 검사 간격과 검사방법을 결정하기 위한 사항에 대해 규정하고 있다.
2. RBI의 특징
RBI는 검사의 역사에서 보았을 때 가장 진보된 형태이다. TBI, CBI와 비교했을 때 장점이 더 많은데 그 특징에 대해 자세히 살펴보자.
| 특징 | 내용 |
| 효율적 비용 | 위험도가 높은 기계나 설비에 집중 가능하고 위험도에 따라 검사주기와 종류를 조정 |
| 안전 강화 | Critical equipment를 우선 점검하여 잠재적 위험을 막아줌 |
| 규정 만족 | 법적 규제, API와 같은 국제규격을 만족할 수 있음 |
| 환경 도움 | 유출, 누출, 폭발, 화재와 같은 대형 악재를 막을 수 있음 |
3. RBI의 절차 및 방법

RBI는 검사 및 유지보수 계획의 수립과 관리에 위험성평가를 이용하는 것이다. 따라서 크게는 위험성평가를 수행하고 검사계획을 수립하여 이행하는 것으로 보면 된다. 그 구체적인 프로세스는 위 그림과 같다.
이것을 더 세분화하여 자세히 설명해놓은 것이 [위험기반검사 기법에 의한 설비의 신뢰성 향상 기술지침(P-15-2012)]이다.
1단계) RBI를 수행하기 전에 팀 구성, RBI 대상 정의(시스템화), 관련 자료 수집을 하는 단계
1) 팀은 팀 책임자와 설비 및 기계 검사, 부식, 공정기술, 정비, 위험성평가 분야의 전문가로 구성한다.
2) P&ID 및 PFD를 이용하여 검사 대상을 구분한다.
3) 공정안전자료, 공정 위험성평가, 비상계획, 각종 데이터시트 등을 수집한다.
2단계) 위험성평가를 수행하하여 LOF(Likelihood of failure)와 COF(Concequence of failure)로 구분하여 정량적 평가를 하는 단계
1) LOF (Likeihood of failure) : 사고 발생 가능성이며 Possibility of Failure(POF)라고도 한다.
2) COF (Consequence of failure) : 사고의 크기이며 사고의 결과가 얼만큼 중대한지 나타낸다.

위 표는 Risk matrix이다. 빈도와 강도의 조합으로 Very High, High, Low, Normal로 구분하였다. 구분하는 것은 회사마다 다르게 적용할 수 있고, 5x5가 아니라 5x4, 4x5 등 다른 방식으로도 가능하다. 정의에 나와있는 기계, 설비는 위 리스크 매트릭스에 의해 지표화된다.
위험도 저감방안은 위 하얀색 화살표처럼 사고 발생 가능성(빈도)을 낮추는 방향이 일반적이다. 피해의 크기나 규모를 줄이는 것은 매우 어렵기 때문이다.
3) 위험관리 방법
허용불가능한 위험성의 경우 허용가능한 수준으로 낮추어야 하고 그 방법은 주로 사고 발생 가능성(LOF)을 낮추는 방향이다. 사고가 발생할 수 있는 가능성이나 빈도는 낮출 수 있으나 사고가 발생했을 때 피해의 크기나 규모를 줄이는 것은 매우 어렵기 때문이다.
3단계) 상세 평가가 필요한 설비에 대해 위험경감 방안 수립 및 잔여수명을 평가하는 단계
위험성평가가 완료되면 상세평가 대상을 선정해야 한다. 위험경감 방안 수립과 잔여수명평가 대상은 통상 고위험도(Very High), 중상위험도(High) 등급에서 수행한다.
1) 위험경감 방안
(1) 발생 가능성을 줄이는 방법 (간단한 방법)
- 부식 억제 또는 완화
- 유속, 온도 등 공정 변수 변경
- 주기적 개방검사 실시를 통한 설비의 신뢰성 확보
(2) 피해의 크기를 줄이는 방법 (복잡한 방법)
- 검출 및 차단시스템을 통한 누출량 최소화
- 위험물 보관량을 감소
- 대등한 화학물질로 교체
- 피해 범위를 줄일 수 있는 조치
4단계) 검사주기, 검사부위, 검사방법 등을 정의하여 표준검사계획을 수립하는 단계
검사계획은 정량화된 위험도에 근거하여 수립하며 설비의 유지 및 보존 상태, 경제성, 안전성에 따라 가장 효과적이고 적절한 시기에 검사 및 보수를 할 수 있도록 해주어야 한다.
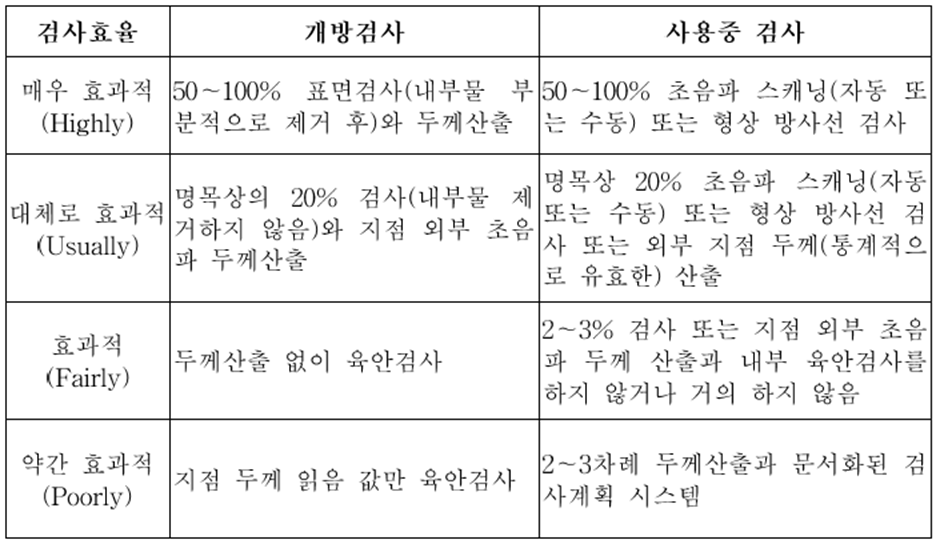
검사는 육안검사와 비파괴 검사에 의해 이루어질 수 있으며 육안검사에서 문제가 발견될 경우 비파괴 검사를 병행하게 된다.
- 타워류 내, 외부에 대한 육안검사 기준
- API-581 절차에 의한 손상메커니즘 분류
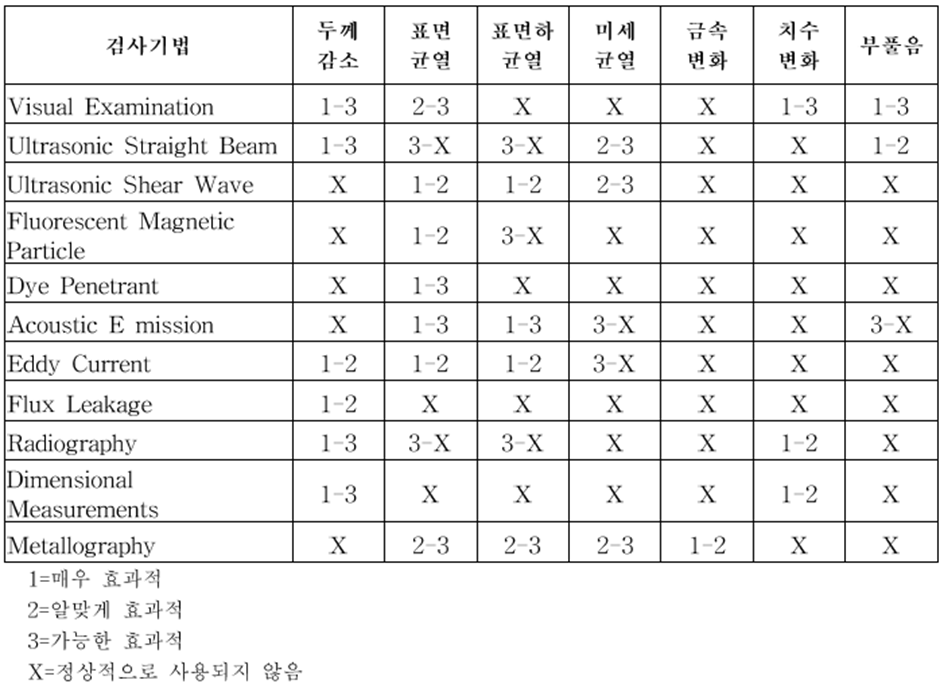
위 설비형태와 손상메커니즘을 고려하여 설비의 검사부위를 결정하여야 한다. 다음은 두께 감소에 대한 검사 방법의 예시이다.
다음은 손상메커니즘별 검사기법에 대한 예시이다.
검사 주기를 설정하는 방법은 RBI 프로그램에서 현재 이후의 설비 상태를 예측할 수 없을 경우와 10년 후까지 설비상태를 예측할 수 있는 경우로 구분할 수 있다.
1) 예측 불가능한 경우
리스크 매트릭스에 검사주기를 설정하여 해당 등급에 맞는 검사주기를 적용한다.
2) 예측 가능한 경우
위험도 증가를 고려하여 설정된 위험도값에 도달할 때까지 걸리는 시간을 고려하여 검사주기를 설정한다.
검사를 수행하고 검사결과에 대해서는 이력관리를 해야 한다. 전산시스템을 활용해야 향후 재활용될 수 있으며, 관리도 용이하다. AI의 발달로 RBI가 더욱 정교해질 것으로 예상되는 부분이다.
[ 핵심 내용정리 ]
| 구분 | TBI | CBI | RBI |
| 검사주기 | 시간으로 고정 | 장비의 상태에 따라 | 위험도에 따라 |
| 요구 데이터 | 제조사 권장, Standard | 실시간 계측값 | 위험성평가에 필요한 모든 정보와 과거 데이터 |
| 복잡성 | 단순 | 중간 | 높음 |
| 운영비용 | 높음 | 중간 | 낮음 |
| 장점 | 계획 수립 용이 | 장비상태 실시간 확인 | 리스크에 따라 관리 |
| 단점 | 과검사 가능 | 초기 모니터링 비용 | 정교한 위험성평가 필요 |
'기계안전기술' 카테고리의 다른 글
| 에스컬레이터의 안전장치 (1) | 2024.11.17 |
|---|---|
| 원통형 압력용기의 응력과 두께 계산 (2) | 2024.11.13 |
| Fe-C 평형상태도와 열처리 방법 (1) | 2024.11.09 |
| 회전기계의 진동 (feat. 원인, 해결방안) (3) | 2024.11.08 |
| 금속의 표면경화법 (feat. 침탄법, 질화법, 화염경화법, 고주파 경화법) (0) | 2024.11.07 |



